 NHÔM TẤM
NHÔM TẤM
Liên hệ nhôm phi nhập khẩu xuất xứ japan
nhôm phi nhập khẩu xuất xứ japan
Liên hệ Nhôm tấm
Nhôm tấm
Liên hệ Nhôm tấm
Nhôm tấm
Liên hệ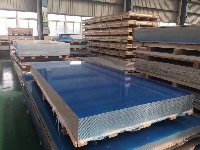 Nhôm tấm
Nhôm tấm
Liên hệ Nhôm tấm
Nhôm tấm
Liên hệ Nhôm tấm
Nhôm tấm
Liên hệ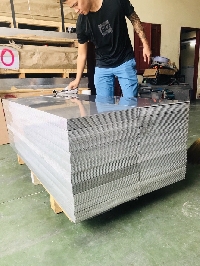 Nhôm tấm
Nhôm tấm
Liên hệ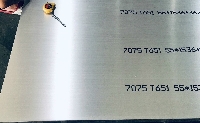 Nhôm tấm A7075
Nhôm tấm A7075
Liên hệ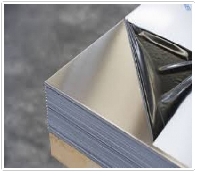 Nhôm tấm A3003
Nhôm tấm A3003
Liên hệ Nhôm tấm A1050
Nhôm tấm A1050
Liên hệ Nhôm tấm 6061
Nhôm tấm 6061
Liên hệ
Kỹ thuật hàn nhôm với phương pháp hàn TIG
So với các kim loại khác, thì nhôm và các hợp kim của nhôm chỉ có thể hàn tốt với các phương pháp sử dụng khí bảo vệ là khí trơ như các phương pháp hàn TIG, hàn MIG. Do các phương pháp hàn này không cần chất trợ dung vẫn đảm bảo được chất lượng mối hàn tối ưu.
Đối với nhôm, khi hàn nếu sử dụng phương pháp hàn vảy hoặc hàn hơi với chất trợ dung thì sau khi hàn, lớp cặn trợ dung còn đọng lại sẽ dẫn đến xuất hiện tình trạng oxy hóa gây ảnh hưởng đến chất lượng mối hàn.
Một ưu điểm của hàn TIG so với các phương pháp hàn khác là có thể hàn được ở mọi vị trí hàn.
Đối với nhôm, nếu áp dụng phương pháp hàn TIG thì có thể hàn chiều dày từ 1 - 9mm cho phương pháp hàn tay và từ 0.25 - 25mm cho hàn tự động.
Về cơ bản, hàn nhôm sử dụng dòng điện AC. Dòng AC cho khả năng dẫn điện tốt, tính điều khiển hồ quang và khả năng làm sạch cao kết hợp với nguồn điện gần như tương đương với hồ quang kim loại bằng tay. Đây là lý do vì sao các máy hàn TIG thường kèm theo tính năng hàn que.
Thông thường, điện cực phù hợp nhất cho hàn nhôm là W hoặc W-Zr. Được sử dụng rộng rãi hơn là điện cực W - Zr do ưu điểm là khả năng dẫn điện cao hơn và ít bị nhiễm bẩn. Đầu điện cực phải được tạo hình bán cầu. Có thể tạo ra dạng điện cực hình bán cầu bằng cách hàn vài giây với dòng điện cao hơn mức thông thường khoảng 20A và phương điện cực thẳng đứng.
Hàn nhôm với máy hàn TIG thường sử dụng khí bảo vệ là Ar. Nếu hàn mối hàn dày với tốc độ cần hàn cao thì sử dụng hỗn hợp khí Ar + He.
Khi hàn nhôm bằng phương pháp hàn TIG có thể xuất hiện vệt trắng oxide nhôm chạy dọc theo đường hàn. Nếu vệt trắng rộng không quá 1mm thì lưu lượng khí bảo vệ bạn đang sử dụng là đủ, nếu vệt trắng rộng hơn thì lượng khí đang quá nhiều, gây hao phí.
Khi hàn nhôm mà chiều dày lớn hơn 6.3mm thì cần phải nung nóng trước khi hàn với nhiệt độ nung 200 độ C